
Stage 2 : "The Formation of Liquid Fire"
The manufactured mold is mounted onto the injection molding machine. Usually, an alloy called Zamak is melted in large crucibles and injected into the attached mold.
Injection: Molten metal at approximately 400–450°C is shot into the steel molds under high pressure.
Solidification: The metal solidifies within seconds. When the mold opens, a structure we call a "sprue" (or cluster), which contains multiple buckles, emerges.


It all starts with a technical sketch and a 3D model.
Prototype: Once the design is set, a prototype is built.
Mold Construction: The most expensive and vital part of production. Core and cavity molds are usually crafted from steel. These molds undergo hardening to ensure they last for thousands of runs.
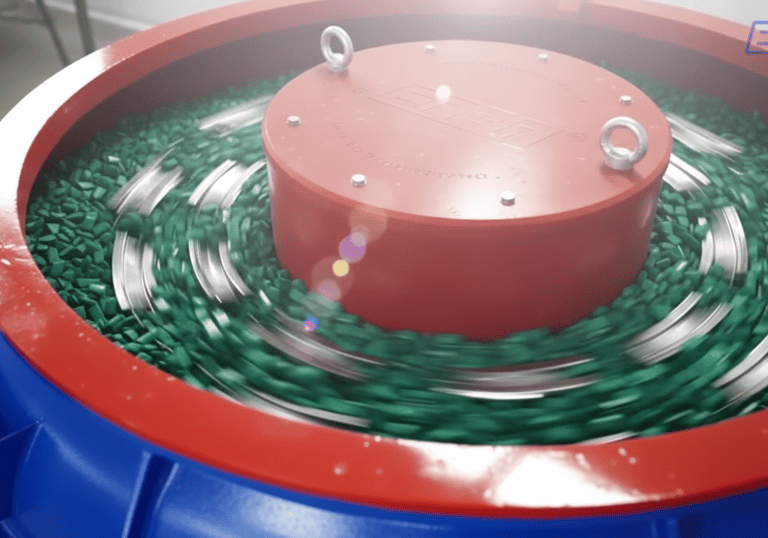
Stage 3: "From Brute Force to Aesthetics" (Surface Preparation)
Parts emerging from the mold typically have sharp edges and excess material known as "burrs".
Vibratory Finishing: Products are placed into large troughs filled with abrasive media (stones) and specialized fluids. Through hours of continuous vibration, the surfaces are smoothed and polished.


Stage 4: Surface Treatment and Plating
This stage determines both the final color and the durability of the product:
Plating: To prevent skin irritation and ensure compliance with international health standards, buckles undergo a nickel-free plating process. Depending on the part's sensitivity, they are either arranged on racks (rack plating) or processed in rotating barrels (barrel plating).
Lacquering: A protective transparent layer (varnish) is applied to prevent the color from fading and to stop oxidation.
Stage 5: Assembly and Quality Control
Assembly: Components such as the buckle’s prong (pin), bridge, or spring mechanism are carefully integrated.
Quality Control: Each piece is meticulously inspected. Does the plating have any defects? Does the mechanism function smoothly? These critical checks ensure only flawless products proceed.
Stage 1 : Design and Molding
contact
Inquiry Form
okan_metal@hotmail.com
© 2026. All rights reserved.
/ okan.metal
Merkez, Tuna Sk. Mengi İş Hanı No:14/C, 34245 Gaziosmanpaşa/İstanbul
Egemenlik, 3168.Soh No:8, 35070 Bornova/İzmir