
2. Safha: "Sıvı Ateşin Şekil Alışı"
Üretilen kalıp, enjeksiyon makinesine bağlanır. Genellikle Zamak adı verilen alaşım, dev kazanlarda eritilir ve bağlanan kalıba enjekte edilir.
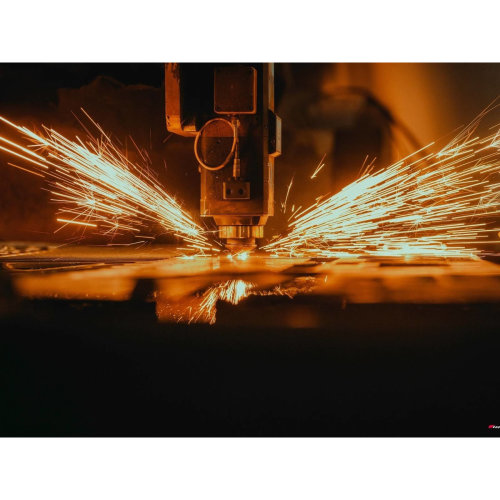
Enjeksiyon: Yaklaşık 400−450°C derecede erimiş metal, çelik kalıpların içine yüksek basınçla fırlatılır.
Donma: Saniyeler içinde metal katılaşır ve kalıp açıldığında "salkım" dediğimiz, üzerinde birden fazla toka bulunan o yapı ortaya çıkar.

1. Safha: Tasarım ve Kalıp Hazırlama
Her şey bir teknik çizim ve 3D model ile başlar.
Prototip: Tasarım netleşince bir prototip oluşturulur.
Kalıp Çıkarma: Üretimin en maliyetli ve önemli kısmıdır. Genellikle çelikten yapılan "erkek" ve "dişi" kalıplar hazırlanır. Bu kalıplar binlerce baskıya dayanacak şekilde sertleştirilir.
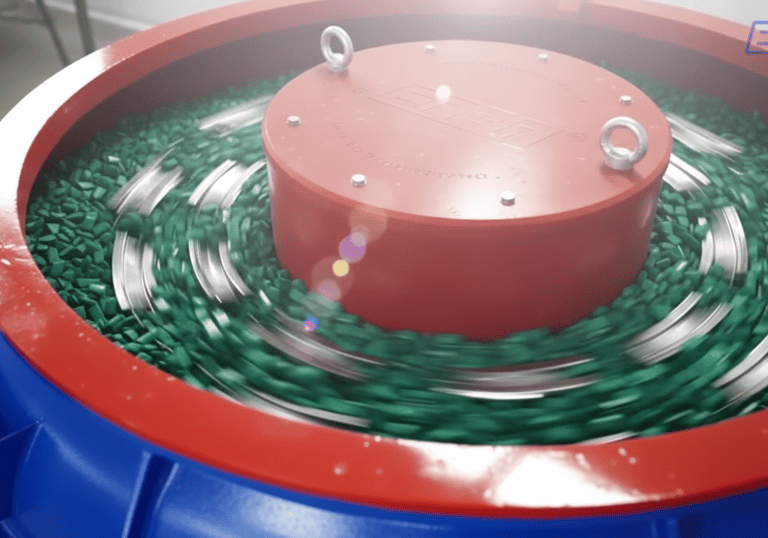
3. Safha: "Kaba Kuvvetten Estetiğe" (Yüzey Hazırlama)
Kalıptan çıkan parçalar genellikle keskin kenarlara ve "çapak" denilen fazlalıklara sahiptir.
Vibrasyon: Tokalar, aşındırıcı taşlar ve özel sıvılarla dolu dev kazanlara atılır. Saatlerce süren bu titreşim sayesinde yüzey pürüzsüzleşir ve parlar.


4. Safha: Yüzey İşleme ve Kaplama
Tokanın rengini ve dayanıklılığını belirleyen aşamadır:
Kaplama: Tokalar askılara dizilir veya dolaplara doldurularak kaplanır
Laklama: Rengin solmaması ve oksitlenmemesi için koruyucu bir şeffaf tabaka (vernik) uygulanır.
5. Safha: Montaj ve Kalite Kontrol
Montaj: Tokanın iğnesi, köprüsü veya yaylı mekanizması gibi parçaları birleştirilir.
Kontrol: Kaplamada hata var mı? Mekanizma düzgün çalışıyor mu? Bu soruların yanıtı aranır.
İletişim
bilgi ve talep formu
okan_metal@hotmail.com
© 2026. All rights reserved.
/ okan.metal
+90 533 395 9445
+90 542 172 0143
Merkez, Tuna Sk. Mengi İş Hanı No:14/C, 34245 Gaziosmanpaşa/İstanbul
Egemenlik, 3168.Sok No:8, 35070 Bornova/İzmir